
Lakovanie, antikorózna a optická úprava karosérií
Obsah
 Maľovanie automobilov má dve hlavné funkcie. Z operačného hľadiska je ochrana dôležitejšia, keď farba chráni povrch tela pred nepriaznivými vonkajšími vplyvmi (agresívne látky, voda, údery kameňa ...). Pre mnohých motoristov je však estetický dojem z laku dôležitejší, a preto je farba vozidla jedným z dôležitých kritérií pri jeho výbere.
Maľovanie automobilov má dve hlavné funkcie. Z operačného hľadiska je ochrana dôležitejšia, keď farba chráni povrch tela pred nepriaznivými vonkajšími vplyvmi (agresívne látky, voda, údery kameňa ...). Pre mnohých motoristov je však estetický dojem z laku dôležitejší, a preto je farba vozidla jedným z dôležitých kritérií pri jeho výbere.
Lakovanie ako povrchová úprava má svoj pôvod v Číne a svoj vrchol dosiahlo vo východnej Ázii. Konský povoz pomohol rozšíriť priestor lakovne na vozidlá. V tej dobe (18. storočie) bol považovaný za verejnú dopravu, ktorá neskôr prešla rôznymi fázami vývoja. Dlho to bol základ prvých automobilov. Až do dvadsiateho storočia nášho letopočtu boli rámy karosérií vyrobené z dreveného rámu, ktorý bol potiahnutý syntetickou kožou. Len kapota a blatníky boli plechové, ktoré bolo treba nalakovať.
Predtým boli autá ručne maľované štetcom, čo si vyžadovalo čas a kvalitu maliarskej práce. Ručné lakovanie sa pri výrobe karosérií automobilov na dopravnom páse vykonáva veľmi dlho. Moderné techniky lakovania a nové materiály pomohli zvýšiť automatizáciu, najmä v priemysle, dávkové lakovanie. Základná úprava bola vykonaná v ponornom kúpeli, po ktorej nasledovali jednotlivé postrekové operácie pomocou hydraulicky ovládaných robotov.
Prechod na kovové trupy ukázal ďalšiu výhodu pri lakovaní – výrazne sa skrátil čas spracovania a schnutia. Zmenila sa aj technika maľby. Začali ho natierať nitrolakom, čím sa zvýšil počet vyrobených dielov. Hoci lak zo syntetickej živice bol vynájdený v 30. rokoch 40. storočia, používanie nitrolaku v továrňach a opravovniach pokračovalo až do XNUMX. rokov XNUMX. storočia. Obidve formy však postupne odsunula do úzadia nová technika – streľba.
Hlavnou úlohou ručného lakovania automobilov je oprava, v menšej miere nového lakovania, ako aj špeciálneho lakovania a označovania. Kvalifikovaná zručnosť musí držať krok s technickým pokrokom vo výrobe automobilov, najmä so zmenami v materiáloch karosérie (viac plastov, hliníka, rôznych tvarov, pozinkovaného plechu) alebo so zmenami laku (nové farby, materiály na vodnej báze) a súvisiacim vývojom. v oblasti metód opravy a lakovania.
Maľba po renovácii
V tomto článku sa budeme viac venovať natieraniu už natretých plôch, t.j. bez lakovania nových dielov, príp. karosérie áut. Lakovanie nových dielov je know-how každého výrobcu vozidiel a dá sa povedať, že proces lakovania ako taký je do značnej miery identický, až na prvotné kroky spojené s ochranou „surového“ plechu pred koróziou, ako je namáčanie karosérie v roztoku zinku.
Po oprave poškodenej alebo vymenenej súčiastky koncoví používatelia vozidla lepšie porozumejú technikám lakovania. Pri lakovaní auta po oprave nezabudnite, že konečný vzhľad závisí od mnohých faktorov. Nielen z kvalitného výberu dokončovacieho náteru, ale aj z celého procesu, ktorý začína správnou a dôkladnou prípravou plechu.
Maľba, prísl. Prípravné práce pozostávajú z niekoľkých etáp:
- leštenie
- čistenie
- tesniace
- vyhliadka
- kamufláž,
- lakovanie.
leštenie
Zvláštna pozornosť by sa mala venovať brúseniu plechu a jednotlivých medzivrstiev, aj keď sa to niekedy zdá byť triviálne alebo dokonca menšie operácie, pri ktorých je potrebné dosiahnuť iba rovný povrch.
Pri brúsení zvážte nasledujúce:
- Správny výber brúsneho papiera závisí od oblasti brúsenia, či brúsime starý / nový plech, oceľový plech, hliník, plast.
- Pri brúsení každej ďalšej vrstvy by mala byť zrnitosť brúsneho papiera o tri stupne jemnejšia ako predchádzajúca.
- Aby ste dosiahli správne brúsenie, počkajte, kým sa rozpúšťadlá úplne neodparia a film nezaschne, inak sa materiál bude kotúľať pod papier.
- Po brúsení je potrebné povrch úplne očistiť, odstrániť všetky zvyšky brúsenia, soli a mastnotu. Nedotýkajte sa povrchu holými rukami.

čistenie
Pred lakovaním, prísl. aj pred opätovným nanesením tmelu, alebo Je dôležité odstrániť všetky kontaminanty, ako sú zvyšky brúsenia, zvyšky soli z vody a brúsneho papiera, prebytočný tmel v prípade dodatočného utesnenia alebo ochrany, mastnota z rúk, všetky zvyšky (vrátane stôp) rôznych silikónových výrobkov , ak sa nejaké používajú.
Preto musí byť povrch úplne čistý a suchý, inak sa môžu vyskytnúť početné chyby; krátery a rozotieranie farby, neskôr aj praskanie farby a bubliny. Odstránenie týchto defektov je zvyčajne nemožné a vyžaduje úplné povrchové brúsenie a prelakovanie. Čistenie sa vykonáva čistiacim prostriedkom, ktorý sa napríklad nanesie na povrch čistým suchým prostriedkom. aj papierový uterák. Čistenie sa počas prípravy povlaku opakuje niekoľkokrát.
Tesnenie
Tesnenie je najbežnejšou metódou na vyrovnanie zapustených a chybných častí vozidla. Na obrázku nižšie je znázornené spojenie pravítka s telom, ktoré musí byť naplnené tmelom. Obyčajne sa ceruzkou označuje miesto okolo previsu, kde je potrebné naniesť výplňový tmel.

Tmel sa nanáša na povrch klasickou špachtľou v mieste, ktoré sme predtým označili ceruzkou. Tmel sa nanáša na holý kov, čistený brúsením, aby poskytol dostatočnú tvrdosť a pevnosť, aj keď moderné tesniace tmely musia pevne priľnúť k akémukoľvek podkladu. Na nasledujúcom obrázku je povrch pripravený na aplikáciu plniva, resp. proces takzvaného podania.

Príčiny a prevencia nedostatkov náplne
Škvrny na hornej vrstve
 Dôvody:
Dôvody:
- príliš veľa tužidla v polyetylénovom tmele,
- nedostatočne namiešané tvrdidlo v polyetylénovom tmele.
Oprava chyby:
- prebrúsiť na tanier a znova uzavrieť.
Malé diery
 Dôvody:
Dôvody:
- nesprávne tesnenie (prítomnosť vzduchu alebo príliš hrubé jednotlivé vrstvy),
- substrát nie je dostatočne suchý,
- príliš tenká vrstva základného náteru.
Prevencia chýb:
- lopata musí byť na tomto mieste niekoľkokrát stlačená, aby sa uvoľnil vzduch,
- ak tesníme väčšou hrúbkou, je potrebné naniesť niekoľko tenkých vrstiev,
- dobre vysušte základné materiály.
Oprava chyby:
- prebrúsiť na tanier a znova uzavrieť.
Lapovacie značky
 Dôvody:
Dôvody:
- brúsenie tmelu nevhodným (príliš hrubým) brúsnym papierom,
- brúsenie starého náteru nevhodným brúsnym papierom.
Prevencia chýb:
- použite brúsny papier danej zrnitosti (drsnosti),
- Veľké drážky prebrúste jemným brúsnym papierom.
Oprava chyby:
- prebrúsiť na tanier a znova uzavrieť.
výkon
Nalievanie je dôležitý pracovný postup pred nanesením vrchného náteru. Výzvou je zakryť a naniesť tenkú vrstvu veľmi malých, ale viditeľných hrbolčekov a škrabancov a zakryť a izolovať vytlačené oblasti.
Na rôzne účely sa používajú rôzne druhy plnív:
- 2K polyuretán / akrylátové plnivo,
- hrubovrstvové (kompaktné) plnivá,
- plnivá na báze vody,
- plnivá mokré na mokré,
- tonizačné plnivo,
- priehľadné plnivá (Fillsealer).
maskovanie
Všetky nenatreté časti a povrchy vozidiel musia byť zakryté vrátane ozdobných pásikov, ktoré sa nerozkladajú ani nerozkladajú.
požiadavky:
- lepiace a krycie pásky musia byť odolné voči vlhkosti a súčasne odolné voči teplu,
- papier musí byť nepriepustný, aby cez neho atrament neprenikol.

kreslenie
- Pred lakovaním zohrejte vozidlo na izbovú teplotu (18 ° C).
- Farba a sprievodné zložky (tužidlo a riedidlo) by tiež mali mať izbovú teplotu.
- Tvrdosť mlecej vody by mala byť čo najnižšia. Zvyškovú brúsnu vodu je potrebné opatrne zotrieť, pretože zvyšky soli môžu spôsobiť tvorbu pľuzgierov na lakovanom povrchu.
- Stlačený vzduch musí byť suchý a čistý. Odlučovač vody je potrebné pravidelne vyprázdňovať.
- Ak nemáme striekaciu kabínu a maľujeme v garáži, musíme si dávať pozor najmä na vlhkosť vzduchu (napríklad nepolievať podlahu a potom maximálne zapnúť radiátory). Ak je vlhkosť príliš vysoká, podľa toho sa vytvoria bubliny. svorky podľa matujúca farba. Rovnako je to s prachom. Podlahy by mali byť čisté a suché a prúdenie vzduchu by malo byť čo najnižšie.
- Lakovacie kabíny a sušiace skrinky by mali byť vybavené prívodom čerstvého vzduchu, prachovými filtrami a vývodmi pary, aby sa zabránilo rozmazaniu farby alebo hromadeniu prachu na farbe.
- Všetky pieskované plochy musia byť znova chránené proti korózii.
- Každé balenie obsahuje návod na použitie vo forme piktogramov. Všetky údaje sú uvedené pre aplikačnú teplotu 20 ° C. Ak je teplota vyššia alebo nižšia, prevádzka sa musí prispôsobiť skutočným podmienkam. Je to veľmi dôležité pre dobu spracovateľnosti a sušenie, ktoré je možné pri vyšších teplotách skrátiť, resp. pri nižšej teplote dlhšie, ako je predpísané.
- Veľmi dôležitá je aj relatívna vlhkosť vzduchu, ktorá by nemala byť vyššia ako 80%, pretože to výrazne spomaľuje schnutie a môže tiež viesť k neúplnému vysušeniu náterového filmu. U PE tmelov teda dôjde k lepeniu resp. zanesenie brúsnym papierom, v 2K povlakoch potom pľuzgiere v dôsledku reakcie s vodou. Pri použití viaczložkových náterov a pri použití kompletného systému opráv by sa mali používať iba výrobky od jedného výrobcu a postupovať podľa pokynov, pretože iba tak je možné dosiahnuť požadovaný výkon. V opačnom prípade sa povrch môže pokrčiť. Táto chyba nie je spôsobená nedostatočnou kvalitou materiálov, ale skutočnosťou, že materiály v systéme sú nekompatibilné. V niektorých prípadoch sa vrásky neobjavia okamžite, ale až po určitom čase.
Príčiny a prevencia defektov pri nanášaní základných náterov podľa č. farby
Tvorba bublín
 Dôvody:
Dôvody:
- príliš krátky čas vetrania medzi vrstvami,
- príliš hrubé základné vrstvy,
- zvyšky vody po brúsení v rohoch, hranách, zákrutách,
- voda je príliš tvrdá na mletie,
- kontaminovaný stlačený vzduch,
- kondenzácia v dôsledku kolísania teploty.
Prevencia chýb:
- doba vetrania medzi vrstvami musí byť najmenej 10 minút pri 20 ° C,
- nenechajte zaschnúť zvyšky vody po brúsení, musia byť zotreté,
- stlačený vzduch musí byť suchý a čistý.
Oprava chyby:
- piesok na tanier a znova naneste.
Zlý, prísl. nedostatočná priľnavosť k podkladu
 Dôvody:
Dôvody:
- zle pripravený podklad, stopy tuku, odtlačky prstov, prach,
- zriedenie materiálu nevhodným (neoriginálnym) riedidlom.
Oprava chyby:
- Pred lakovaním povrch dobre očistite,
- použitie predpísaných riedidiel.
Oprava chyby:
- piesok na tanier a znova naneste.
Rozpustenie substrátu
 Dôvody:
Dôvody:
- nesušený, nevytvrdený predchádzajúci obraz,
- vrstvy starého náteru sú príliš hrubé.
Prevencia chýb:
- dodržte predpísanú dobu schnutia
- dodržať predpísanú hrúbku povlaku
Oprava chyby:
- piesok na tanier a znova naneste
Príčiny a prevencia manželstva dvoj- a trojvrstvovým obrazom
špinenie
 Dôvody:
Dôvody:
- neuspokojivá technika aplikácie (tryska, tlak),
- príliš krátka doba ventilácie,
- použitím nesprávneho riedidla,
- lakovaný povrch nemá vhodnú teplotu (príliš studený, príliš teplý).
Prevencia chýb:
- použitím predpísanej aplikačnej techniky,
- použitím predpísaného riedidla,
- zaistenie vhodnej izbovej teploty a povrchu, ktorý má byť natretý (18-20 ° C) a maximálnej vlhkosti 40-60%.
Oprava chyby:
- piesok na základňu a znova namaľovať.
Kvapká
 Dôvody:
Dôvody:
- nevhodná viskozita HYDRO Base,
- Podklad HYDRO je príliš hrubý,
- nevhodná striekacia pištoľ (tryska), tlak,
- príliš studený materiál, príliš nízka základná alebo izbová teplota,
- použitím nesprávneho riedidla.
Prevencia chýb:
- dodržiavanie technických pokynov na použitie,
- pomocou vhodnej striekacej pištole,
- predmet a materiál sa zahrievajú na izbovú teplotu + 20 ° C,
- použitím predpísaného riedidla.
Oprava chyby:
- piesok na základňu a znova namaľovať.
Druhy farieb
Nepriehľadné farby sú základné farby, ktoré sa používajú samostatne alebo v zmesi s inými farbami na vytváranie nových odtieňov alebo ako základný náter pre špeciálne odtiene a efekty. Veľmi často sa používajú s priehľadnými farbami, ktoré dodávajú nepriehľadným farbám svetlý odtieň podľa potrieb a predstáv, buď priamo zmiešaním týchto farieb, alebo nanesením priehľadných vrstiev priamo na nepriehľadnú farbu. Odporúčaný priemer trysky pri použití nepriehľadných farieb je 0,3 mm alebo viac. Pokiaľ sú farby viac riedené, je možné použiť trysku 0,2 mm.
Priehľadné farby priesvitné farby s pololesklým efektom. Môžu byť zmiešané s inými typmi farieb alebo aplikované priamo na iné typy farieb. Sú všestranné a používajú sa na dosiahnutie veľkého množstva efektov. Zmiešaním s inými druhmi môžete dosiahnuť požadovaný odtieň. Napríklad. Zmiešaním transparentných farieb s hliníkovou farbou sa dosiahne metalizácia akéhokoľvek odtieňa. Na vytvorenie lesklej farby s trblietkami sa zmiešajú transparentné farby a farby Hot Rod (spomenuté nižšie). Transparentné farby môžu tiež pridať mierny nádych nepriehľadným farbám a vytvoriť tak nový odtieň podľa vašich predstáv. Farby je možné miešať buď priamo spolu, alebo nanášať transparentné či nepriehľadné. Odporúčaný priemer trysky pri použití transparentných farieb je 0,3 mm alebo viac. Ak sú farby viac zriedené, možno použiť trysku s priemerom 0,2 mm.
Žiarivkové farby priesvitné, neónové farby s pololesklým efektom. Nastriekajú sa na bielu podkladovú farbu alebo na svetlý podklad vytvorený krycími alebo transparentnými farbami. Fluorescenčné farby sú menej odolné voči UV žiareniu zo slnečného žiarenia ako bežné farby. Preto vyžadujú lak s UV ochranou. Odporúčaný priemer trysky pre fluorescenčné farby je 0,5 mm alebo viac. Priemer dýzy 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Perlové farby môžu byť použité samostatne pre perleťový trblietavý efekt alebo s inými farbami. Zmiešaním s transparentnými farbami vytvoríte trblietavé farby vo vlastnom odtieni. Používajú sa aj ako základné nátery Candy farieb, výsledkom čoho je brilantná perleťová farba v rôznych odtieňoch. Pre vytvorenie lesklého efektu sa farba Candy nanáša v dvoch až štyroch vrstvách priamo na perleťovú farbu. Odporúčaný priemer trysky pre perleťové farby je 0,5 mm alebo viac. Priemer dýzy 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
kovový používa sa samostatne alebo v kombinácii s inými farbami. Tieto farby najlepšie vyniknú na tmavom pozadí (čierna je nepriehľadná farba). Môžu byť tiež použité ako základný náter pre číre alebo cukríkové farby na vytvorenie vlastných metalických odtieňov, ktoré sa vytvárajú jednoduchým nanesením dvoch až štyroch vrstiev čírej/cukríkovej farby priamo na metalízu. Odporúčaný priemer trysky pre metalické farby je 0,5 mm alebo viac. Priemer dýzy 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Farby dúhy môžu byť použité samostatne na vytvorenie jemného dúhového efektu, ktorý spôsobí zmenu farebného odtieňa pri vystavení svetlu, alebo ako základ pre iné typy farieb. Často sa používajú ako základný náter pre číre alebo cukríkové farby, pomocou ktorých môžu vytvárať vlastné odtiene farieb s dúhovým efektom (aplikovaním dvoch až štyroch vrstiev čírej/cukríkovej farby priamo na dúhovú farbu). Odporúčaný priemer trysky pre farby dúhy je 0,5 mm alebo viac. Priemer dýzy 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Hi-Lite farby môžu byť použité na akomkoľvek farebnom pozadí, aby sa dosiahol výrazný efekt zvýraznenia farieb. Sú navrhnuté tak, aby sa nanášali v malých množstvách v jednej až troch vrstvách. Efekt posunu farby je vo farbách Hi-Lite menej výrazný ako v smaragdovej sérii. Farby Hi-Lite sú ideálne na vytvorenie efektu jemného zvýraznenia, ktorý je najlepšie vidieť na dennom svetle alebo na priamom umelom svetle. Farby je možné miešať priamo s priehľadnými farbami. V dôsledku toho sa farba ľahko zmení. Premiešaním farieb sa tento efekt stratí a farby naberú mliečny pastelový efekt. Farby Hi-Lite vynikajú veľmi dobre na tmavom pozadí, ako je nepriehľadná čierna. Odporúčaný priemer trysky pre farby Hi-Lite je 0,5 mm alebo väčší. Priemer trysky 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Smaragdové farby Ide o farby so špeciálnym pigmentom, ktorý funguje na základe uhlov zlomu, čo vedie k silnej zmene farebného odtieňa. Smaragdové farby dramaticky menia svoju farbu v závislosti od uhla osvetlenia. Tieto farby najlepšie vyniknú na tmavom pozadí (nepriehľadná čierna). Tento odtieň je vytvorený nanesením jednej až dvoch tenkých vrstiev tmavej základnej farby a potom dvoch až štyroch vrstiev smaragdovej farby. Riedenie týchto farieb sa neodporúča, ale v prípade potreby sa riedidlo pridáva iba v malých dávkach, aby sa predišlo riedeniu farby. Odporúčaný priemer trysky pre smaragdovú farbu je 0,5 mm alebo väčší.
Farebný nádych sú farby so špeciálnym pigmentom, ktorý pôsobí na základe uhlov lomu, čo vedie k výraznej zmene farebného odtieňa. Farebný prechod týchto farieb je plynulý a dobre viditeľný aj pri slabom osvetlení a efekt je ešte výraznejší na nerovných predmetoch s ostrými záhybmi. Svetlé farby najlepšie vyniknú na tmavom pozadí (čierna farba pozadia). Požadovaný efekt sa dosiahne nanesením jednej až dvoch tenkých vrstiev čiernej základnej farby s dvoma až štyrmi vrstvami farby Flair. Riedenie týchto farieb sa neodporúča, ale v prípade potreby pridávajte riedidlo len v malých množstvách, aby ste zabránili nadmernému riedeniu farby. Odporúčaný priemer trysky pre farby Emerald Paints je 0,5 mm alebo väčší.
Žiarivé farby sú to farby s miernym leskom. Ich veľkosť častíc je menšia ako pri farbách Hot Rod. Tieto farby sú priesvitné s pololesklým vzhľadom. Najlepšie vyniknú na tmavom pozadí (čierna farba pozadia). Požadovaný efekt dosiahnete nanesením jednej až dvoch tenkých vrstiev čierneho základného náteru a dvoch až štyroch vrstiev farby s vysokým leskom. Odporúčaný priemer trysky pre trblietavé farby je 0,5 mm alebo viac. Priemer trysky 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Kozmické farby sú to farby s efektom jemného hviezdneho prachu. Ich veľkosť častíc je menšia ako u farieb Hot Rod. Tieto farby sú priesvitné s pololesklým vzhľadom. Najlepšie vyniknú na tmavom pozadí (čierna farba pozadia). Požadovaný efekt sa dosiahne nanesením jednej až dvoch tenkých vrstiev čiernej základnej farby s dvoma až štyrmi vrstvami farby Cosmic. Pre dosiahnutie lesklej farby sa Cosmic farby miešajú s čírymi alebo cukríkovými farbami. Na tónovanie výslednej farby je potrebné naniesť dve až päť vrstiev akejkoľvek transparentnej farby na základ farby Cosmic. Priestorové farby je možné aj medzi sebou miešať, aby ste dosiahli žiarivejší farebný efekt. Môžete využiť aj ich trblietavý efekt a aplikovať na akýkoľvek nepriehľadný farebný podklad. Odporúčaný priemer trysky pre farby Cosmic je 0,5 mm alebo viac. Priemer dýzy 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Farby Hotrod oživujú takzvané „retro farby“ 50-60 automobilov. rokov a vytvára tak veľmi pôsobivý trblietavý efekt, ktorý na priamom svetle žiari a iskrí. Tieto farby najlepšie vyniknú na tmavom pozadí (čierna farba pozadia). Požadovaný efekt sa dosiahne nanesením jednej až dvoch tenkých vrstiev čiernej základnej farby dvoma až štyrmi vrstvami farby Hot Rod. Aby sa dosiahol lesk, farby Hot Rod by sa mali miešať priamo s čírymi alebo cukríkmi. Ak chcete opraviť výslednú farbu, naneste jednu až štyri vrstvy akejkoľvek čírej farby na základňu Hot Rod. Farby Hot Rod je možné navzájom miešať, aby bol efekt žiarivejších farieb. Odporúčaný priemer trysky pre farbu Hot Rod je 0,5 mm alebo väčší. Priemer trysky 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Candy farby sú koncentrované farby s vysokým leskom, ktoré aj po úplnom zaschnutí vyzerajú ako čerstvo nastriekaný lak (plný lesklý efekt sa dostaví až po nanesení vrchnej vrstvy). Aj keď sa farby Candy používajú ako základ pre základný náter, v mnohom sa líšia od klasických základných farieb. Candy farby bez laku sú veľmi náchylné na poškodenie a nemali by byť priamo maskované (pred maskovaním musia byť úplne suché a natreté). Pri použití farieb Candy je potrebné použiť vrchný náter čo najskôr, pretože chráni farbu pred usadeninami nečistôt a odtlačkami prstov, na ktoré je táto farba veľmi náchylná. Pri striekaní veľkých plôch sa odporúča miešať farby Candy s priehľadným podkladom kvôli ich vysokej koncentrácii. Je potrebné, aby bol náter úplne suchý, na čerstvom vzduchu to môže trvať niekoľko hodín. Odporúčaný priemer trysky pre farby Candy je 0,5 mm alebo viac. Priemer trysky 0,3 resp. Ak sú farby viac zriedené, je možné použiť 0 mm.
Farba hliníka dostupné v troch rôznych stupňoch v závislosti od veľkosti zrna: jemné, stredné, hrubé. Je vysoko reflexná a určená hlavne ako podklad pod cukrovinky. Dá sa použiť samostatne na vytvorenie hliníkového alebo metalického efektu, alebo ako základný náter pod transparentné farby na vytvorenie akéhokoľvek odtieňa s reflexným efektom. Ďalšou možnou aplikáciou je striekanie rôznych typov hliníkových farieb (jemné, stredné, hrubé) a následné nanesenie akejkoľvek farby Candy. Výsledkom je lesklý náter s prechodom medzi hliníkovými zrnami rôznych veľkostí. Hliníková farba dobre kryje a na celú maľbu väčšinou stačí jedna vrstva. Odporúčaný priemer trysky pre hliníkové farby je 0,5 mm alebo viac. Priemer dýzy 0,3 resp. Ak sú farby viac zriedené, môžete použiť 0,2 mm.
Maľovanie v spreji
Súčasná rýchla doba núti majiteľov vozidiel vyťažiť maximum zo svojich motorových kolegov a vyťažiť z toho maximum. Zvyšuje tiež tlak na rýchlosť opráv, vrátane lakovania. Ak ide o menšie poškodenie, používa sa na skrátenie času a zníženie nákladov na takzvanú čiastočnú opravu pre lakovanie – nástrek. Na trhu sú špecializované firmy, ktoré vyvinuli systémy, ktoré umožňujú takúto prácu.
Pri maľovaní základne sa stretávame s tromi problémami:
- Odchýlka odtieňa nového podkladu oproti pôvodnému náteru - ovplyvňujú ju takmer všetky faktory: teplota, viskozita, tlak, hrúbka vrstvy atď.
- Vzhľad ľahšieho pruhu základne na častiach, kde striekame (prášok) a pokúšame sa vytvoriť sprej.
- Kombinácia novej čírej farby so starou, nepoškodenou farbou.
Tomuto problému sa dá spravidla vyhnúť dodržaním pokynov pre správnu prípravu povrchu pred lakovaním a použitím materiálov, ktoré sú na takéto lakovanie určené.
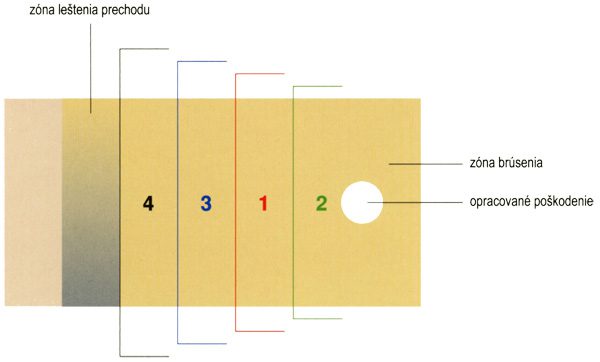
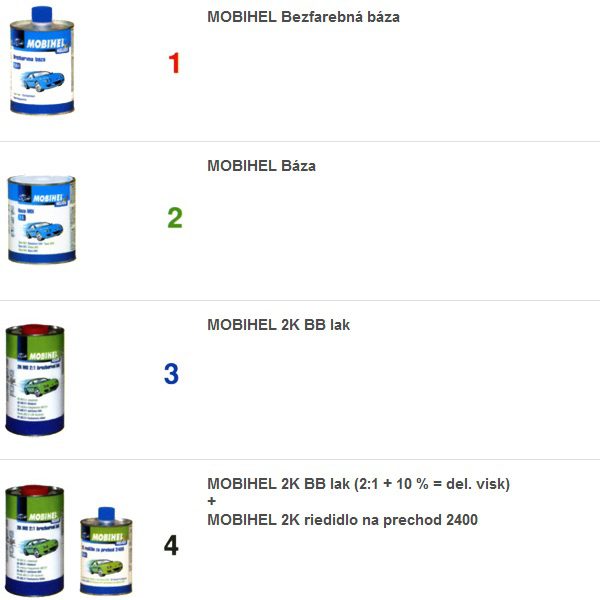
Schéma striekania farby
Oprava karosérie
Oprava tela metódou PDR (bez prelisov)
Pomocou metódy PDR je možné za studena zarovnať plechové diely karosérie s menším poškodením spôsobeným napríklad šokom pri parkovaní, dverami iného auta, vandalizmom, krupobitím a podobne. Metóda PDR nebola vyvinutá len tak, aby slúžila rýchlo a profesionálne opravte tieto poškodenia s nízkymi nákladmi, ale predovšetkým aby ste zachovali pôvodný náter a farbu bez nutnosti brúsenia, brúsenia a prelakovania poškodenej oblasti.
Počiatky metódy PDR sa datujú do 80. rokov, keď technik Ferrari poškodil dvere jedného z vyrobených modelov a nemal finančné prostriedky potrebné na následné opravy. Preto sa pokúsil obnoviť dvere stlačením plechu železnou pákou. Túto techniku potom použil ešte niekoľkokrát a zdokonalil ju natoľko, že si uvedomil možnosť spontánnejšieho, resp. rozšírenejšie používanie tejto metódy a rozhodol sa ísť do USA a používať túto technológiu na zarábanie peňazí a zároveň si ju nechať patentovať. Až v nasledujúcich dvadsiatich rokoch sa táto metóda rozšírila na európsky kontinent, kde, podobne ako v Amerike, bola veľmi úspešná a ešte viac sa začala používať.
Výhody:
- Zachovanie pôvodného laku, bez tmelu, aerosólov a podobne, je veľmi dôležité najmä pri stále novších vozidlách. Dôvod je zrejmý: v mnohých prípadoch je možné pred nástrekom ponechať pôvodný lak z výroby, čo má pri nových, ešte nepredaných autách veľký význam.
- Významné zníženie času opravy v porovnaní s konvenčným lakovaním sa tento spôsob opravy vykonáva niekoľkokrát rýchlejšie.
- Znížené náklady na opravy – Menej času stráveného opravami a menej použitých materiálov znižuje náklady na opravy.
- Po oprave nezostanú žiadne stopy - po dokončení takýchto opráv bude povrch dielu ako nový.
- Nepoužíva sa žiadny tmel, takže opravovaná plocha je odolná voči rôznym zaťaženiam ako ostatné časti súčiastky bez rizika prasknutia tmelu.
- Možnosť vykonávať opravy priamo u zákazníka. Pretože oprava vyžaduje väčšinou zručné ruky mechanika a niekoľko nástrojov, poškodenú oblasť je možné opraviť takmer kdekoľvek a kedykoľvek.
Postup opravy
Postup opravy je založený na postupnom vytláčaní rozstrapkaného plechu zvnútra karosérie bez poškodenia laku. Technik sleduje povrch karosérie auta vo svetle fixačnej žiarovky. Nepravidelnosti povrchu skresľujú odraz svetla, takže technik môže určiť presné miesto a stupeň pretečenia. Samotná tlač prebieha postupne, vyžaduje zručnosť a používanie špeciálnych nástrojov a zariadení rôznych tvarov.


