Mechanizmus distribúcie plynu - skupina ventilov
Obsah
Účel a typy načasovania:
1.1. Účel mechanizmu distribúcie plynu:
Účelom mechanizmu časovania ventilov je preniesť čerstvú palivovú zmes do valcov motora a uvoľniť výfukové plyny. Výmena plynu sa uskutočňuje cez vstupné a výstupné otvory, ktoré sú hermeticky utesnené prvkami rozvodového remeňa v súlade so schváleným prevádzkovým postupom motora.
1.2. Priradenie skupiny ventilov:
Účelom ventilovej skupiny je hermeticky uzavrieť vstupné a výstupné otvory a otvoriť ich v určenom čase na určený čas.
1.3. Typy časovania:
v závislosti od orgánov, ktorými sú valce motora spojené s prostredím, je rozvodový remeň ventilový, cievkový a kombinovaný.
1.4. Porovnanie typov časovania:
časovanie ventilov je najbežnejšie kvôli jeho relatívne jednoduchej konštrukcii a spoľahlivej prevádzke. Ideálne a spoľahlivé utesnenie pracovného priestoru, dosiahnuté vďaka skutočnosti, že ventily zostávajú nehybné pri vysokom tlaku vo valcoch, poskytuje oproti ventilu alebo kombinovanému časovaniu vážnu výhodu. Preto sa čoraz viac používa časovanie ventilov.

Zariadenie skupiny ventilov:
2.1. Ventilové zariadenie:
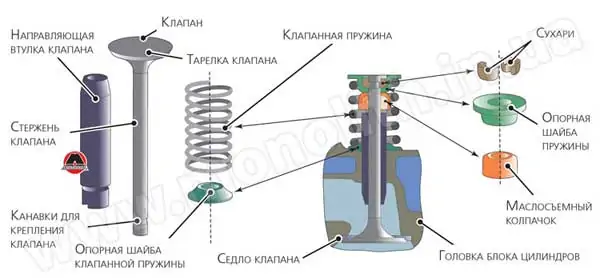
Ventily motora pozostávajú z drieku a hlavy. Hlavy sú najčastejšie ploché, konvexné alebo v tvare zvončeka. Hlava má malý valcový pás (asi 2 mm) a 45˚ alebo 30˚ tesniaci skosenie. Valcový pás umožňuje na jednej strane udržiavať hlavný priemer ventilu pri brúsení tesniacej skosenia a na druhej strane zvýšiť tuhosť ventilu a zabrániť tak deformácii. Najrozšírenejšie sú ventily s plochou hlavou a tesniacim skosením v uhle 45˚ (najčastejšie sa jedná o sacie ventily) a na zlepšenie plnenia a čistenia valcov má sací ventil väčší priemer ako výfukový ventil. Výfukové ventily sa často vyrábajú s kupolovitou guľovou hlavou.
Tým sa zlepšuje odtok výfukových plynov z valcov a tiež sa zvyšuje pevnosť a tuhosť ventilu. Pre zlepšenie podmienok pre odvod tepla z hlavy ventilu a zvýšenie celkovej nedeformovateľnosti ventilu je prechod medzi hlavou a vretenom vytvorený pod uhlom 10˚ - 30˚ a s veľkým polomerom zakrivenia. Na hornom konci drieku ventilu sú drážky vytvorené kužeľovým, valcovým alebo špeciálnym tvarom v závislosti od akceptovaného spôsobu pripevnenia pružiny k ventilu. Chladenie sodíkom sa používa v mnohých motoroch na zníženie tepelného namáhania prasknutých ventilov. Na tento účel je ventil vytvorený ako dutý a výsledná dutina je do polovice naplnená sodíkom, ktorého teplota topenia je 100 ° C. Keď motor beží, sodík sa topí a prechádza dutinou ventilu, pričom prenáša teplo z horúcej hlavy do drieku chladiacej kvapaliny a odtiaľ do ovládača ventilu.
2.2. Pripojenie ventilu k jeho pružine:
vzory tejto jednotky sú mimoriadne rozmanité, ale najbežnejšie prevedenie je s polovičnými kužeľmi. Pomocou dvoch polovičných kužeľov, ktoré vstupujú do kanálov vytvorených v drieku ventilu, sa lisuje doska, ktorá drží pružinu a neumožňuje demontáž jednotky. Tým sa vytvorí spojenie medzi pružinou a ventilom.
2.3. Umiestnenie ventilového sedla:
U všetkých moderných motorov sú výfukové sedadlá vyrobené oddelene od hlavy valcov. Takéto sedadlá sa tiež používajú pre prísavky, keď je hlava valca vyrobená z hliníkovej zliatiny. Keď je to liatina, sú v nej vyrobené sedlá. Konštrukčne je sedadlom krúžok, ktorý je pripevnený k hlave valca v špeciálne opracovanom sedadle. Zároveň sa niekedy vytvárajú drážky na vonkajšom povrchu sedadla, ktoré sa po stlačení na sedadlo vyplnia materiálom hlavy valca, čím sa zabezpečí ich spoľahlivé upevnenie. Okrem upnutia je možné upevnenie vykonať aj vykývnutím sedla. Na zaistenie tesnosti pracovného priestoru pri zatvorenom ventile musí byť pracovná plocha sedla opracovaná pod rovnakým uhlom ako tesniaca hrana hlavy ventilu. Za týmto účelom sú sedlá opracované špeciálnymi nástrojmi s uhlami ostrenia nie 15, 45 ° a 75 °, aby sa získala tesniaca páska v uhle 45 ° a šírke asi 2 mm. Zvyšok rohov je vyrobený na zlepšenie prietoku okolo sedla.
2.4. Umiestnenie vodiacich prvkov ventilov:
dizajn vodítok je veľmi rôznorodý. Najčastejšie sa používajú vodidlá s hladkým vonkajším povrchom, ktoré sa vyrábajú na bezstredovom vodovodnom stroji. Vodidlá s vonkajším zadržiavacím pásom sa zapínajú ľahšie, ale je ťažšie ich vyrobiť. Z tohto dôvodu je účelnejšie namiesto pásu vytvoriť vodiaci kanál pre dorazový krúžok vo vedení. Vedenia výfukového ventilu sa často používajú na ich ochranu pred oxidačnými účinkami horúceho prúdu výfukového plynu. V takom prípade sú vyrobené dlhšie vodidlá, ktoré sa nachádzajú vo výfukovom kanáli hlavy valcov. Keď sa vzdialenosť medzi vedením a hlavou ventilu zmenšuje, otvor vo vedení na strane hlavy ventilu sa zužuje alebo rozširuje v oblasti hlavy ventilu.

2.5. Pružinové zariadenie:
v moderných motoroch najbežnejšie valcové pružiny s konštantným stúpaním. Na vytvorenie nosných plôch sa konce závitov pružiny spoja proti sebe a pokrývajú čelami, v dôsledku čoho je celkový počet závitov dva až trikrát väčší ako počet pracovných pružín. Koncové cievky sú podopreté na jednej strane dosky a na druhej strane hlavy valca alebo bloku. Ak existuje riziko rezonancie, sú ventilové pružiny vyrobené s premenlivým stúpaním. Stupňovitá prevodovka sa ohýba buď z jedného konca pružiny na druhý, alebo zo stredu na oba konce. Pri otvorení ventilu sa vinutia dotýkajú najbližšie k sebe, v dôsledku čoho klesá počet pracovných vinutí a zvyšuje sa frekvencia voľných kmitov pružiny. Týmto sa odstránia podmienky pre rezonanciu. Na ten istý účel sa niekedy používajú kužeľovité pružiny, ktorých prirodzená frekvencia sa mení pozdĺž ich dĺžky a je vylúčený výskyt rezonancie.
2.6. Materiály na výrobu prvkov ventilovej skupiny:
• Ventily - Nasávacie ventily sú k dispozícii v prevedení chróm (40x), chróm nikel (40XN) a iné legované ocele. Výfukové ventily sú vyrobené zo žiaruvzdorných ocelí s vysokým obsahom chrómu, niklu a iných legujúcich kovov: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
• Sedlá ventilov – Používajú sa ocele odolné voči vysokým teplotám, liatina, hliníkový bronz alebo cermet.
• Vodidlá ventilov sú náročné na výrobu v prostredí a vyžadujú použitie materiálov s vysokou tepelnou odolnosťou a odolnosťou proti opotrebovaniu a dobrou tepelnou vodivosťou, ako je sivá perlitická liatina a hliníkový bronz.
• Pružiny - vyrobené navinutím drôtu z pružinovej stómie, napr. 65G, 60C2A, 50HFA.
Prevádzka skupiny ventilov:
3.1. Mechanizmus synchronizácie:
synchronizačný mechanizmus je kinematicky spojený s kľukovým hriadeľom a pohybuje sa s ním synchrónne. Ozubený remeň otvára a utesňuje vstupné a výstupné otvory jednotlivých valcov v súlade s prijatým pracovným postupom. Toto je proces výmeny plynov vo valcoch.
3.2 Činnosť rozvodov:
Pohon rozvodov závisí od umiestnenia vačkového hriadeľa.
• So spodným hriadeľom - čelné čelné ozubené kolesá pre hladší chod sú vyrobené so šikmými zubami a pre tichý chod je ozubený veniec vyrobený z textolitu. Na zabezpečenie pohonu na väčšiu vzdialenosť sa používa parazitné ozubené koleso alebo reťaz.
• S horným hriadeľom - valčeková reťaz. Relatívne nízka hlučnosť, jednoduchý dizajn, nízka hmotnosť, ale obvod sa opotrebováva a naťahuje. Prostredníctvom rozvodového remeňa na báze neoprénu vystuženého oceľovým drôtom a pokrytým nylonovou vrstvou odolnou voči opotrebovaniu. Jednoduchý dizajn, tichý chod.
3.3. Schéma distribúcie plynu:
Celková prietoková plocha poskytnutá na prechod plynov ventilom závisí od doby jeho otvorenia. Ako viete, u štvortaktných motorov je na vykonávanie sacích a výfukových zdvihov poskytnutý jeden zdvih piestu, ktorý zodpovedá otáčaniu kľukového hriadeľa o 180 °. Skúsenosti však ukazujú, že pre lepšie plnenie a čistenie valca je potrebné, aby trvanie procesov plnenia a vyprázdňovania bolo dlhšie ako zodpovedajúce zdvihy piestu, t. otváranie a zatváranie ventilov by sa nemalo vykonávať v mŕtvych bodoch zdvihu piestu, ale s určitým predbiehaním alebo oneskorením.
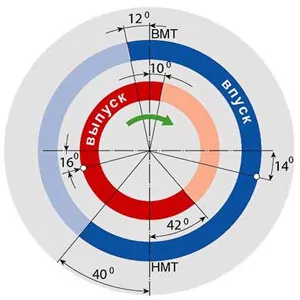
Časy otvárania a zatvárania ventilov sú vyjadrené v uhloch otáčania kľukového hriadeľa a nazývajú sa časovanie ventilov. Pre väčšiu spoľahlivosť sú tieto fázy vytvárané vo forme koláčových grafov (obr. 1).
Sací ventil sa zvyčajne otvára s uhlom nábehu φ1 = 5˚ – 30˚ predtým, ako piest dosiahne hornú úvrať. To zaisťuje určitý prierez ventilu na samom začiatku plniaceho zdvihu a tým zlepšuje plnenie valca. Sací ventil sa uzavrie s uhlom oneskorenia φ2 = 30˚ - 90˚ potom, čo piest prejde spodnou úvraťou. Oneskorenie zatvorenia sacieho ventilu umožňuje využiť nasávanie čerstvej palivovej zmesi na zlepšenie tankovania, a teda zvýšenie výkonu motora.
Výfukový ventil sa otvára s uhlom nábehu φ3 = 40˚ – 80˚, t.j. na konci zdvihu, keď je tlak v plynoch valca pomerne vysoký (0,4 - 0,5 MPa). Intenzívne vyhadzovanie plynovej fľaše, spustené pri tomto tlaku, vedie k rýchlemu poklesu tlaku a teploty, čo výrazne znižuje prácu pri vytláčaní pracovných plynov. Výfukový ventil sa zatvára s uhlom oneskorenia φ4 = 5˚ - 45˚. Toto oneskorenie poskytuje dobré čistenie spaľovacej komory od výfukových plynov.
Diagnostika, údržba, oprava:
4.1. diagnostika
Diagnostické príznaky:
- •Znížený výkon spaľovacieho motora:
- Znížená vôľa;
- Neúplné osadenie ventilu;
- Zadržané ventily.
• Zvýšená spotreba paliva: - Znížená vôľa medzi ventilmi a zdvihákmi;
- Neúplné osadenie ventilu;
- Zadržané ventily.
• Opotrebenie v spaľovacích motoroch: - Opotrebenie vačkového hriadeľa;
- otvorenie vačiek vačkového hriadeľa;
- Zvýšená vôľa medzi stonkami ventilov a vložkami ventilov;
- Veľká vzdialenosť medzi ventilmi a zdvihákmi;
- zlomenina, porušenie pružnosti ventilových pružín.
• Indikátor nízkeho tlaku: - Sedlá ventilov sú mäkké;
- Mäkká alebo zlomená pružina ventilu;
- Vyhorený ventil;
- Prepálené alebo roztrhané tesnenie hlavy valcov
- Neupravená tepelná medzera.
• Indikátor vysokého tlaku. - Znížená výška hlavy;
Diagnostické metódy načasovania:
• Meranie tlaku vo valci na konci kompresného zdvihu. Počas merania musia byť splnené tieto podmienky: spaľovací motor musí byť zahriaty na prevádzkovú teplotu; Zapaľovacie sviečky musia byť odstránené; Stredový kábel indukčnej cievky musí byť naolejovaný a škrtiaca klapka a vzduchový ventil otvorené. Meranie sa vykonáva pomocou kompresorov. Rozdiel tlakov medzi jednotlivými valcami by nemal presiahnuť 5%.
4.2. Nastavenie tepelnej vôle v rozvodovom remene:
Kontrola a nastavenie tepelnej medzery sa vykonáva pomocou dosiek manometra v poradí zodpovedajúcom poradiu činnosti motora, počnúc prvým valcom. Medzera je správne nastavená, ak mierka zodpovedajúca normálnej medzere prechádza voľne. Pri nastavovaní vôle držte nastavovaciu skrutku skrutkovačom, uvoľnite poistnú maticu, vložte vôľovú dosku medzi driek ventilu a spojku a otočením nastavovacej skrutky nastavte požadovanú vôľu. Potom sa poistná matica utiahne.

4.3. Oprava skupiny ventilov:
• Oprava ventilu - hlavnými chybami sú opotrebovanie a spálenie kužeľovej pracovnej plochy, opotrebovanie drieku a vznik trhlín. Ak sa hlavy spália alebo sa objavia praskliny, ventily sa vyhodia. Ohnuté drieky ventilov sa vyrovnávajú na ručnom lise pomocou nástroja. Opotrebované drieky ventilov sú opravené chronizáciou alebo žehlením a následne brúsené na nominálnu alebo nadrozmernú opravnú veľkosť. Opotrebovaná pracovná plocha hlavy ventilu je brúsená na opravný rozmer. Ventily sú k sedlám lapované abrazívnymi pastami. Presnosť brúsenia sa kontroluje nalievaním petroleja na sklopné ventily, ak netečie, potom je brúsenie dobré 4-5 minút. Ventilové pružiny nie sú obnovené, ale vymenené za nové.
Otázky a odpovede:
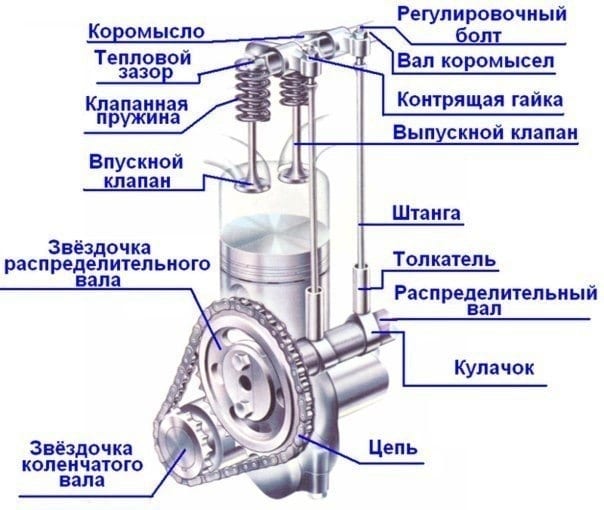
Čo je súčasťou mechanizmu distribúcie plynu? Nachádza sa v hlave valcov. Jeho konštrukcia zahŕňa: lôžko vačkového hriadeľa, vačkový hriadeľ, ventily, vahadlá, tlačné zariadenia, hydraulické zdvíhadlá a v niektorých modeloch aj fázový menič.
ДNa čo slúži časovanie motora? Tento mechanizmus zabezpečuje včasnú dodávku čerstvej časti zmesi vzduch-palivo a odvod výfukových plynov. V závislosti od úpravy môže zmeniť časovanie ventilov.
Kde sa nachádza mechanizmus distribúcie plynu? V modernom spaľovacom motore je mechanizmus distribúcie plynu umiestnený nad blokom valca v hlave valca.
